Преимущества выполнения работ на электроэрозионном оборудовании
Для повышения эффективности технологической подготовки производства большое значение имеют типизация и нормализация элементов технологии. Типизация технологических процессов строится на основе технологических рядов. В такой ряд включаются детали, конфигурация и основные параметры которых позволяют вести их изготовление или обработку по одному общему технологическому маршруту. Типизация, нормализация, технологическая унификация дают особенно большой эффект, если проводятся на уровне стандартов предприятий, отраслей производства. Для обеспечения высокого организационно-технического уровня производства и качества выпускаемой продукции большую роль играет строгое соблюдение технологической дисциплины, т.е. точного выполнения разработанного и внедренного на всех операциях, участках и стадиях производства продукции технологического процесса.
Так же необходимо отметить что, при размещении станков на одном участке отпадает необходимость иметь для каждого станка полный набор всех приспособлений и вспомогательного оборудования. Так как некоторые из них (например, диафрагменный насос для смены отработанного масла, поворотный стол и др.) можно использовать для нескольких станков поочередно.
К экономическим преимуществам можно отнести и удаление поломанного инструмента из готовой детали. Часто бывает, что при механической или слесарной обработке ломается инструмент (например, метчик, развертка, сверло и др.) который невозможно удалить. И здесь на помощь приходит электроэрозионный метод. Вместо того, чтобы изготавливать новую деталь из старой удаляют сломанный инструмент и таким образом экономят и временные и трудовые затраты.
Экономическое преимущество электроэрозионного метода обработки достигается и при изготовлении деталей, способ изготовления которых требует подготовки дорогостоящей оснастки. На рис. 2.4 показан эскиз детали «нагревательный элемент». Материал из которого изготовлена деталь - сталь нержавеющая толщиной 0,1 мм.
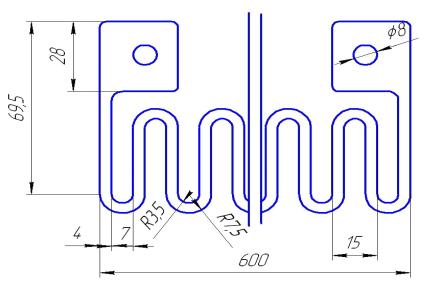
Рис. 1.4 Эскиз детали «Нагревательный элемент»
Именно из-за такой толщины детали ее невозможно изготовить механическим способом. Несоответствие жесткости материала и инструмента резания лишают нас возможности прибегнуть к механическому способу обработки. Изготовление же вырубного штампа экономически невыгодно. Необходимое количество деталей в год составляет 96 шт. Изготовление вырубного штампа на эту деталь - 380 нормо-часов, не считая затрат на материалы и инструменты. В то же время изготовление этой детали электроискровым способом всего 16 нормо-часов при толщине пакета 12 шт. Причем затраты на электрод-инструмент минимальны так как им является латунная проволока. Экономическое преимущество электроэрозионной обработки в данном случае очевидно.
Кроме того, нельзя забывать и функциональный аспект. При организации одного хорошо отлаженного электроэрозионного участка из нескольких мелких участков сокращается численность, как руководящего состава, так и количество непосредственно самих рабочих. А это, бесспорно, экономия фонда заработной платы и как следствие дополнительная возможность поощрения заслуживающих этого рабочих и специалистов.
Все вышеперечисленное говорит о том, что создание электроэрозионного участка необходимо, экономически выгодно и целесообразно.
Еще статьи по экономике
Заработная плата, регулирование в рыночной экономике
Актуальность
темы исследования. Переход к рыночной экономике требует выработки принципиально
нового подхода к регулированию заработной платы. Основным законом, регулирующим
за ...
Мероприятия по совершенствованию управления товарооборотом торгового предприятия
В
современных условиях, в процессе возрастания конкурентной борьбы между
предприятиями, все более актуализуется проблема управления товарооборотом
торгового предприятия, и ее ...
Теоретические основы анализа и оценки качества и конкурентоспособности продукции ОАО Продтовары
Экономический анализ хозяйственной деятельности
является научной базой принятия управленческих решений в бизнесе. Для их
обоснования необходимо выявлять и прогнозировать сущест ...